
Welding Fittings-4 (JIS and DIN)
توضیحات:
کپ یا در پوش فولادی جوشی B.W
اتصالات فولادی اعم از کربن استیل (CARBON STEEL)و یااستنلس استیل (STAINLESS STEEL)
عموما به سه نوع مختلف برای مصارف مختلف تولید می گردند .
نوع اول :اتصالات فولادی جوشی(B.W FITTING)
اتصالات فولادی جوشی در هفت تیپ مختلف و با استاندارد MSS SP -75 /ANSI/ASME B16.9
شامل
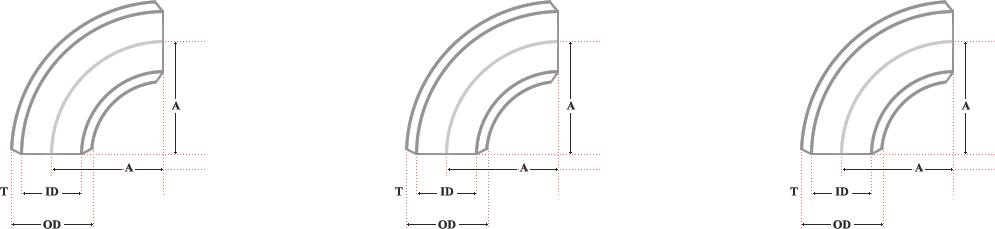
زانو 90 درجه و 45 درجه جوشی EL.90° DEG AND 45° DEG B.W
سه راهی مساوی و نا مساوی جوشی TEE EQU AND UN EQU
تبدیل هم محور و غیر هم محورجوشی REDUCER CON AND ECC
کپ یا درپوش جوشی CAP
ساخته میشوند و معمولا تمامی زانو ها به روش گرم (HOT FORMING) تولید می گردند لذا بخشی از سه راهی ها و بخشی از تبدیل ها و بخشی از کپ ها به روش سرد(COLD FORMING )و بخشی دیگر نیز به روش گرم (HOT FORMING)تولید می گردد .
البته اتصالاتی که به روش سرد تولید میگردد عملیات حرارتی طبق استاندارد مرجع اعمال می گردد.
اتصالات جوشی کربن استیل از نظر ضخامت (W/T)با رده یا (SCHEDULE )با علامت اختصاصی SCH طبقه بندی میگردد .
SCH .10.20.30.STD.40.60.XS.80.100.120.140.160.XXS
و اتصالات جوشی استنلس استیل از نظر ضخامت WT به رده ها و یا SCH. های ذیل طبقه بندی می گردند .
5S ..10S40S.80S..SCH
| Material Specifications for Butt-Welding Fittings-4 (JIS and DIN) | ||||||||
| JIS B2311 Steel Butt-Welding Pipe Fittings for Ordinary Use JIS G3452 Carbon Steel Pipes for Ordinary Piping JIS G3457 Arc Welded Carbon Steel Pipes | ||||||||
| Steel Grade | Chemical Composition, % | Tensile | Yield | Elongation % (1) | ||||
| C | P | S | Strength | Point | Longitudinal | Transverse | ||
| Max | N/mm2 Min | Min | Min | |||||
| SGP | - | 0.040 | 0.040 | 290 | - | 30 (2) | 25 (2) | |
| PY400 | 0.25 | 0.040 | 0.040 | 400 | 255 | - | 18 | |
NOTES:
- Values specified are for wall thickness 8mm and over. For each 1mm decrease in wall thickness below 8mm, a deduction of 1.5 % for both longitudinal and transverse from the values shown above is permitted.
| DIN 1626 Welded Circular Unalloyed Steel Tubes Subject to Special Requirements DIN 1629 Seamless Circular Unalloyed Steel Tubes Subject to Special Requirements DIN 17175 Seamless Tubes of Heat-Resistant Steels | |||||||
| Steel Grade Symbol | Type of deoxidizat-ion | Chemical Composition (cast analysis) % (max unless otherwise specified) | |||||
| C | Si (1) | Mn | P | S | N (2) | ||
| St 37.0 | R | 0.17 | - | - | 0.040 | 0.040 | 0.009 (3) |
| St 35.8 | - | 0.17 | 0.10-0.35 | 0.40-0.80 | 0.040 | 0.040 | - |
NOTES:
RR=fully killed
- The minimum Si content is allowed to fall below 0.10%, when the steel is aluminium-killed or vacuum-deoxidized.
- A content is excess of the maximum value stated is permitted if a P content less than the maximum specified by 0.005% P per 0.001% N is observed. However, the N content shall not exceed a value of 0.012% in the case analysis and 0.014% in the product analysis.
- The specified value does not apply if the steels are supplied with the RR (instead of R) type of deoxidization.
RR=fully killed
| Amounts by which the chemical composition in the product/sample analysis may deviate from the limiting values applicable to the cast analysis. | |||
| Element | St 37.0 Allowable Deviation Amount % | St 35.8 | |
| Limit Quoted in Cast Analysis | Allowable Deviation Amount (2) % | ||
| C | 0.02 |  [endif]--> [endif]--> |  [endif]--> [endif]--> |
| Si | - |  [endif]--> [endif]--> |  [endif]--> [endif]--> |
| Mn | - |  [endif]--> [endif]--> |  [endif]--> [endif]--> |
| P | 0.010 |  [endif]--> [endif]--> |  [endif]--> [endif]--> |
| S | 0.010 | [endif]--> | [endif]--> |
| N | 0.001(1) | - | - |
NOTES:
- A content is excess of the maximum value stated is permitted if a P content less than the maximum specified by 0.005% P per 0.001% N is observed. However, the N content shall not exceed a value of 0.012% in the case analysis and 0.014% in the product analysis (this does not apply to the RR type of deoxidization).
- In a cast the deviation of an element in a sample analysis is permitted to be below the minimum value or only above the maximum value of the range stipulated for the cast analysis, though not both at the same time.
| Steel Grade Symbol | Upper Yield Stress ReH for Wall thicknesses, in mm | Tensile Strength Rm | Elongation after Fracture A5 | Impact Strength Transverse | |||
| [endif]--> | [endif]--> | [endif]--> | Longitudinal | Transverse | |||
| Min N/mm2 | Min % | Min J | |||||
| St 37.0 | 235 | 225 | 215 | 350 (1)-480 | 25 | 23 | - |
| St 35.8 | 235 | 225 | 215 | 360-480 | 25 | 23 | 34 |
NOTE:
- For cold finished tubes in the NBK condition, minimum values of tensile strength lower than this value by 10N/mm2 is permitted.
مرتبط محصولات